Hitzebeständiger Bodenablasskugelhahn
Von Scheven sichert Windelproduktion in Südeuropa
Ingenieure der Rudolf von Scheven GmbH haben gemeinsam mit einem deutschen Maschinenbauunternehmen individuelle Bodenablasskugelhähne entwickelt. Primäres Ziel der Zusammenarbeit war es, dem Produzenten von Windeln durch einen zuverlässigen Kugelhahn den Mischprozess des Klebers dauerhaft zu sichern. Das Entwicklungsteam, das aus Experten beider Unternehmen bestand, berücksichtigte in der Planungsphase unterschiedlichste Einflussfaktoren.
Eine der größeren Herausforderungen war es, den permanenten Durchfluss von flüssigem Klebstoff, bei einer Betriebstemperatur von +200°C, zu ermöglichen. Die Ingenieure entwickelten einen maßgefertigten Heizmantel, der verhindert, dass die Temperatur sinkt. Der Mantel umhüllt den Bodenablasskugelhahn komplett und schützt die Armatur im vertikalen Einbauzustand vor der Außentemperatur. So wird verhindert, dass das Medium abkühlt und infolgedessen aushärtet. Ein minimierter Totraum zwischen dem Kugelhahn und dem Mischbehälter gewährleistet zusätzlich einen vollständigen Mischprozess.
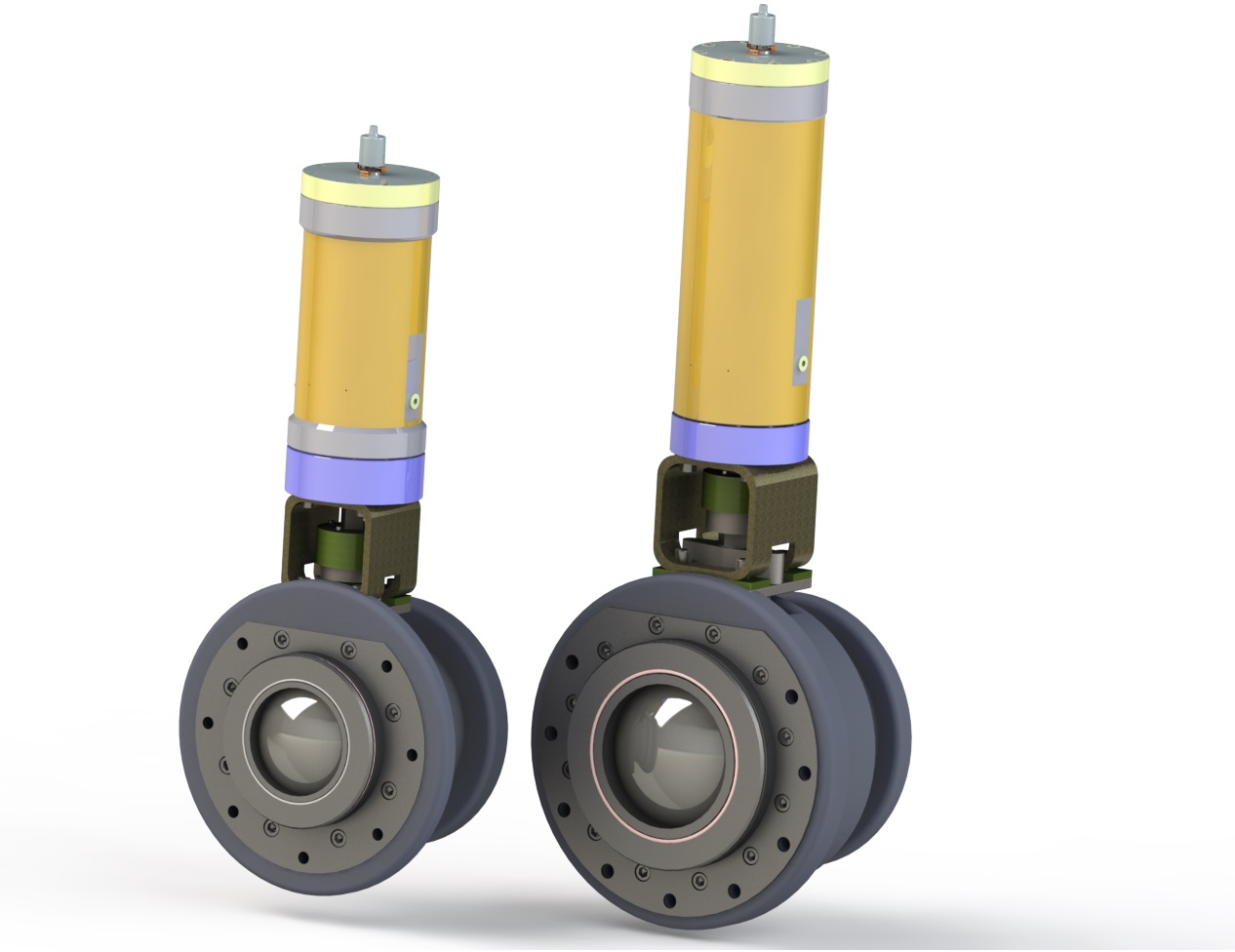
Die Bodenablasskugelhähne wurden in den Nennweiten 150 und 200 ausgeführt. Gehäuse und Flansche bestehen aus Edelstahl. Ebenfalls sondergefertigte hydraulische Antriebe betätigen die Armaturen. Diese verfügen über eine Federrückstellung und halten ebenso den hohen Temperaturen stand. Wärmebrücken aus Hartgewebe gewährleisten zusätzlich eine niedrige Wärmeleitfähigkeit zwischen Antrieb und Kugelhahn.
Von Scheven fertigt diesen hitzebeständigen Bodenablasskugelhahn in kleinen Losgrößen – er fällt damit in das Raster einer Manufaktur. Gerade diese Flexibilität ist, zusammen mit einer hohen Innovations-freude, die Stärke des mittelständischen Familienunternehmens aus Sprockhövel.